化学镀镍实验槽的安全防护措施主要包括:
1. 通风防护:周边需配备排风装置,及时排出镀镍过程中产生的有害气体;
2. 材质防护:选用耐化学腐蚀的高纯材质(如 PP、PVC),避免槽体破损导致镀液泄漏;
3. 溢流与废液防护:槽体设置溢流口,防止镀液溢出,同时需配套废液收集处理装置;
4. 加热安全:加热元件采用聚四氟乙烯包覆型,避免与镀液直接接触引发危险;
5. 个人防护:操作时需佩戴耐酸手套、防护眼镜等装备,避免接触镀液;
6. 环境防护:实验区域设置警示标识,保持地面干燥防滑,配备应急冲洗设备。 电镀废水的重金属回收设备采用离子交换树脂,高效吸附镍、铜离子,实现资源循环利用。深圳机械电镀设备
电镀滚镀机与电镀生产线的关系
从属关系:滚镀机是电镀生产线的执行设备之一
1.电镀生产线的系统构成
电镀生产线是涵盖前处理(除油、酸洗)→电镀处理(镀槽设备)→后处理(清洗、钝化、干燥)→自动化控制的完整流程系统,目标是通过电化学原理在工件表面沉积金属镀层(如镀锌、镍、铜、铬等)。
关键设备包括:镀槽(如滚镀机、挂镀槽、连续镀设备)、电源、过滤循环系统、加热/冷却装置、传输装置(如行车、链条)等。
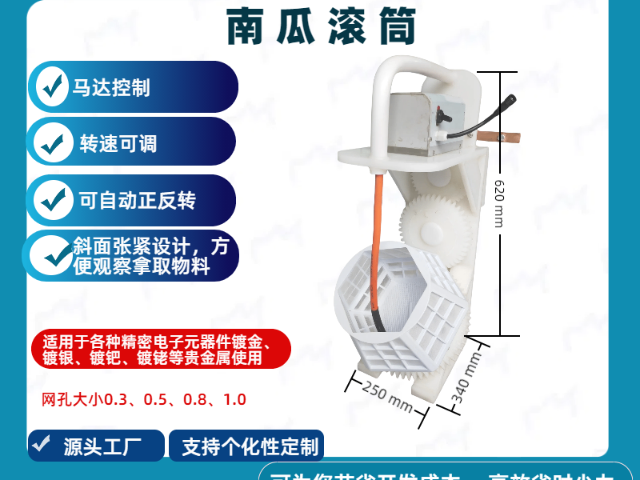
2.滚镀机的定位
滚镀机是电镀处理环节中用于批量小件电镀的镀槽设备,属于电镀生产线的“执行单元”,主要解决小尺寸、大批量工件(如螺丝、电子元件、五金件)的高效电镀问题。与挂镀机(适用于大件或精密件,单个悬挂电镀)、篮镀(半手工操作,适用于中等尺寸工件)共同构成电镀生产线的不同镀槽类型。 深圳脉冲电镀设备脉冲电化学抛光设备结合电镀与抛光功能,通过瞬间高电流溶解凸起部分,实现镜面级镀层表面。
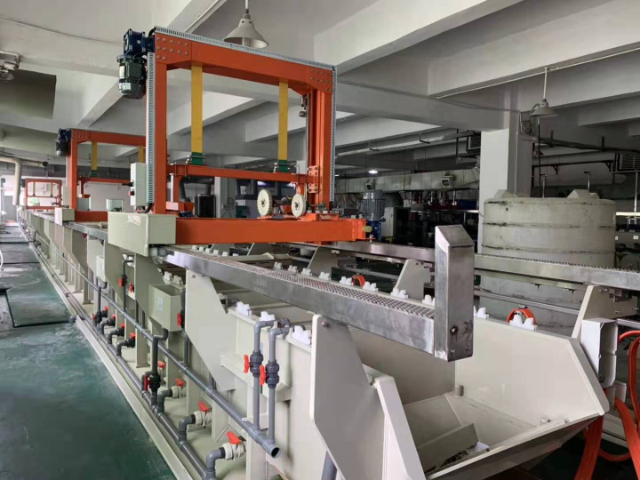
是一种高效、智能化的电镀生产系统,通过龙门机械手实现工件的全流程自动化传输与精细加工,广泛应用于金属表面处理行业。
一、设备结构与组成龙门架与机械手龙门桁架:横跨电镀槽上方,搭载伺服驱动的机械臂,实现三维空间内的精确定位(重复精度±0.1mm)。夹具系统:根据工件形状(如螺丝、连接器、汽车零件)定制夹具,确保抓取稳固。电镀槽组包含 前处理槽(除油、酸洗)、电镀槽(镀锌、镀镍等)、后处理槽(钝化、烘干)等,槽位数量可按工艺扩展(如8~20槽)。槽内配备液位传感器、温控装置及循环过滤系统,保障镀液稳定性。控制系统PLC+HMI:控制器预设工艺参数(电流、时间、温度),触摸屏实时监控运行状态。智能调度算法:优化机械手路径,减少空载时间,提升产能(如每小时处理500~2000件)
1.磷化(Phosphating)是一种化学表面处理技术,利用磷酸盐溶液与金属(如钢铁、锌、铝等)发生反应,生成一层致密的磷酸盐晶体膜(如磷酸铁、磷酸锌)
2.全自动磷化线通过自动化设备实现磷化工艺全流程无人化操作,覆盖预处理、磷化、后处理等环节。
1.预处理单元
脱脂槽:去除金属表面油污
酸洗槽:氧化皮和锈迹
水洗槽:冲洗残留化学药剂
2.磷化处理单元
磷化槽:主反应区,金属浸泡或喷淋磷化液,生成转化膜
温度与浓度控制:通过传感器和自动加药系统维持工艺参数稳定
3.后处理单元
封闭/钝化槽:增强磷化膜耐腐蚀性
烘干系统:热风或红外烘干,避免水痕残留
4.自动化系统
输送装置:传送带、机械臂或悬挂链,精细控制工件移动
PLC控制:集成温控、液位监测、流程时序管理
数据监控:实时记录工艺参数,支持远程操作与故障诊断
上料 → 脱脂 → 水洗 → 酸洗 → 水洗 → 表调(调整表面活性)→ 磷化 → 水洗 → 钝化 → 烘干 → 下料。
废气处理设备配套槽边吸气罩与洗涤塔,中和电镀过程中挥发的酸碱废气,符合环保排放要求。

提供稳定直流电,通常采用高频开关电源或硅整流器,电压范围0-24V,电流可调至数千安培,满足不同镀种需求。
耐腐蚀材质槽体(如PP/CPVC/PVDF),尺寸设计依据生产需求,典型容积0.5-10m³,配置防渗漏双层结构。
阳极组件:可溶性金属(如镍板)或不溶性阳极(钛篮+金属球),配置阳极袋防止杂质扩散
阴极挂具:定制化设计,确保工件均匀受镀,接触电阻<0.1Ω
温控精度±1℃,流量控制误差<5%
在线pH监测(±0.1精度)
安培小时计控制镀层厚度
类型 适用场景 产能(㎡/h) 厚度均匀性 典型配置
挂镀线 精密零部件 0.5-2 ±5% 多工位龙门架,PLC控制 滚镀系统 小件批量处理 3-8 ±15% 六角滚筒,变频驱动 连续电镀线 带材/线材 10-30 ±8% 张力控制+多槽串联 选择性电镀 局部强化 0.1-0.5 ±3% 数控喷射装置,微区控制 搅拌设备通过空气鼓泡或机械桨叶驱动电解液流动,避免浓度分层,提升镀层均匀性与沉积效率。深圳机械电镀设备
电镀槽体的防腐内衬采用聚四氟乙烯(PTFE),耐受强酸碱与高温,延长设备使用寿命 30% 以上。深圳机械电镀设备
材质优先选用耐酸碱腐蚀的PP、PVC或钛合金,避免与氧化液发生反应,确保无杂质析出污染槽液。
结构需具备足够承重强度,大型槽体需加固处理,配备密封槽盖减少溶液蒸发与杂质混入,建议增设保温层适配温控需求。工艺上需预留电极安装、搅拌及过滤接口,配套直流电源与精细温控系统,确保氧化过程参数稳定;槽体设溢流与排液口,配套废液处理装置,周边需安装排风系统,保障操作安全,适配不同基材的氧化工艺需求。三种材质适用场景差异:PP材质耐温性较好(可耐95℃),化学稳定性强,成本适中,适配多数常规电镀氧化工艺(如铝合金普通氧化),是实验场景的优先。PVC材质耐腐蚀性略逊于PP,耐温约60℃,成本更低,适合低温、温和工况的氧化实验(如弱酸体系氧化)。钛合金材质耐温耐腐蚀性比较好,可耐受高温强氧化环境(如硬质阳极氧化),但成本高昂,适用于精密或强腐蚀工况的特殊氧化实验。 深圳机械电镀设备
深圳市志成达电镀设备有限公司免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的商铺,信息的真实性、准确性和合法性由该信息的来源商铺所属企业完全负责。本站对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。
友情提醒: 建议您在购买相关产品前务必确认资质及产品质量,过低的价格有可能是虚假信息,请谨慎对待,谨防上当受骗。